La vélocité vibratoire : un indicateur de base de l’état de santé d’une machine tournante.
C’est d’ailleurs à partir de cet indicateur que sont définis dans la norme ISO 10816 les différents seuils d’alerte pour chaque type de machine tournante. On pourrait donc considérer que la mesure régulière du niveau de vitesse vibratoire à l’aide d’un vibromètre suffit pour surveiller correctement une machine.
Pourtant, une machine peut présenter un niveau de vitesse vibratoire acceptable et n’être pour autant pas en bonne santé, car certains défauts sont tardivement mis en évidence par cet indicateur. C’est en particulier le cas des défauts sur les roulements, composants centraux dans un programme de maintenance d’une machine tournante, comme le montre l’exemple que nous détaillons ici.
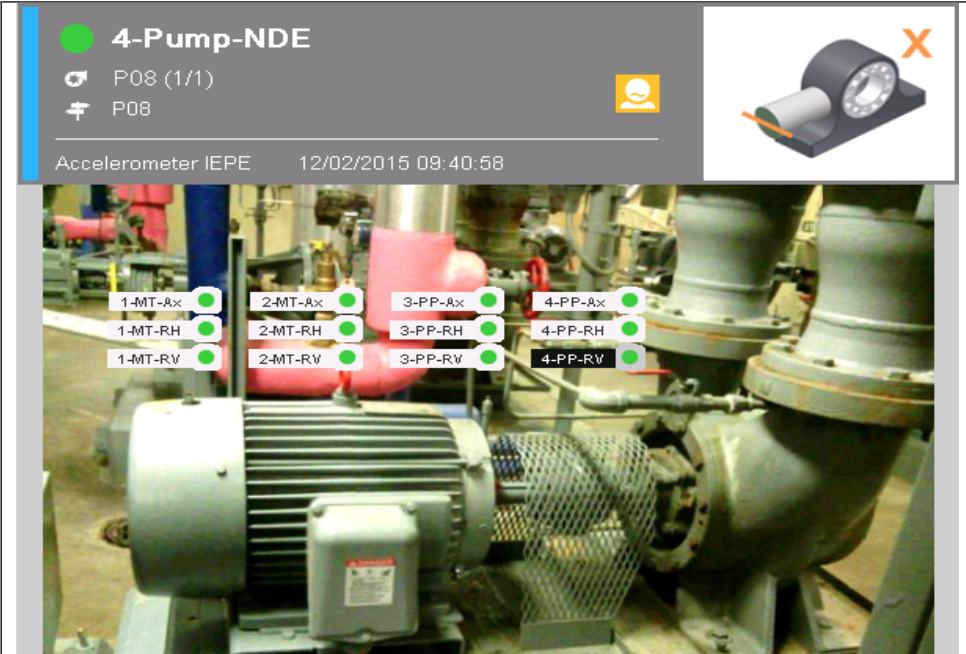
Les équipes de maintenance d’une usine de traitement des eaux nous ont contactés car ils avaient un problème avec une de leurs pompes: elle produisait un bruit anormal perceptible par les techniciens et qu’ils auraient attribué à un roulement, mais d’après leur vibromètre tous les roulements étaient au vert. Ce client nous a demandé de confirmer son intuition à l’aide de notre analyseur vibratoire FALCON.
Comme on peut le constater sur la photo ci-dessous, les niveaux de vitesse vibratoire sont en effet acceptables sur tous les roulements et dans les 3 plans
(axial, horizontal et vertical). Mais notre logiciel de diagnostic automatique Accurex™ détecte néanmoins un problème sur le quatrième roulement.
Le diagnostic approfondi confirme le problème de roulement avec un indice de confiance de 100% et recommande de procéder dans un premier temps à une lubrification, puis de remplacer le roulement aussi vite que possible si le bruit anormal ne disparaît pas. Suite à notre intervention, le roulement a été changé, et il était en effet grand temps car les billes et les chemins de roulement étaient déjà bien endommagés comme le montrent ces photos .

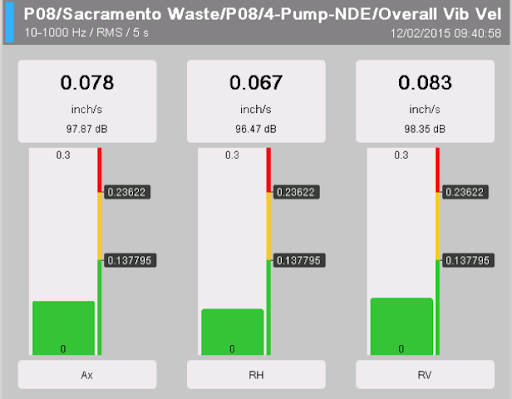
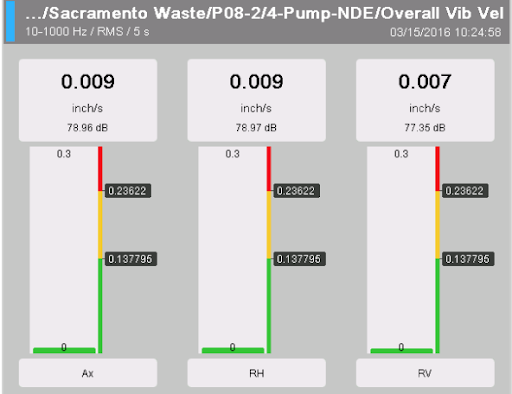
Les mesures de vitesse vibratoire réalisées avant (ci-dessous à gauche) et après (à droite) le remplacement du roulement montrent quand à elle clairement que même si le niveau global de vibration était encore dans une limite acceptable, il était déjà très largement supérieur à celui du niveau de fonctionnement optimal.
Quelles conclusions tirer de cet exemple ? Elles sont pour nous au nombre de 3 :
- une machine peut vibrer de manière acceptable au sens de la norme ISO 10816 et pourtant présenter un défaut sur l’un de ses composants,
- en ne se basant que sur le niveau de vitesse vibratoire, le technicien de maintenance peut facilement passer à côté d’un défaut déjà significatif, et laisser tourner une machine qui n’est pas en bonne santé,
- même si son expérience lui dit qu’il y a un problème, sans outil capable d’aller un peu plus loin dans l’analyse il ne peut confirmer avec certitude son ressenti ; il peut intervenir à mauvais escient.
Ces conclusions confirment l’intérêt des outils de surveillance périodique capables de réaliser des mesures approfondies et de proposer un diagnostic. Grâce à eux, il est possible de détecter les problèmes plus tôt et d’améliorer significativement l’état de santé des machines : la maintenance préventive conditionnelle joue pleinement son rôle d’optimisation des performances du process.

Maintenance prévisionnelle : le sans fil ça change quoi ?
Bye, bye câbles et branchements, bonjour les antennes radio. S’il y a bien une chose qui change avec les systèmes sans fil, c’est la technologie de communication! Pourtant cet élément n’est pas toujours bien [...]
Laisser un commentaire